
Ogólny proces montażu i wymagania
一 、 Przygotowanie przed montażem
Dane robocze: w tym rysunki złożeniowe, rysunki złożeniowe komponentów, rysunki części, BOM materiału itp., Do końca projektu, należy zagwarantować integralność rysunków, schludność i integralność zapisów informacji o procesie.
2. Miejsce pracy: Umieszczenie części i montaż części muszą być przeprowadzone w obrębie określonego miejsca pracy. Miejsce umieszczenia i montażu całej maszyny musi być wyraźnie zaplanowane do końca całego projektu. Wszystkie miejsca pracy muszą być schludne, znormalizowane i uporządkowane.
3. Materiały montażowe: Przed operacją materiały montażowe zgodnie z procesem montażu muszą być na miejscu. Jeśli niektórych niedeterministycznych materiałów nie ma na miejscu, możesz zmienić kolejność operacji, a następnie wypełnić formularz przypomnienia o materiale w dziale zakupów.
4. Przed montażem należy zapoznać się ze strukturą, technologią montażu i wymaganiami procesowymi dotyczącymi sprzętu.
二 、 Podstawowe dane techniczne
Montaż mechaniczny powinien być przeprowadzany ściśle według rysunków montażowych i wymagań procesowych dostarczonych przez dział projektowy. Surowo zabrania się modyfikowania zawartości operacji lub modyfikacji części w nienormalny sposób.
2. Zmontowane części muszą być kwalifikowanymi częściami zaakceptowanymi przez dział kontroli jakości. Jeśli podczas montażu okaże się, że brakuje niekwalifikowanych części, należy je zgłosić na czas.
3. Środowisko montażu wymaga czystego, pozbawionego kurzu lub innych zanieczyszczeń, a części powinny być przechowywane w suchym, wolnym od pyłu miejscu z podkładkami ochronnymi.
4. Podczas procesu montażu części nie mogą uderzać, przecinać ani uszkadzać powierzchni części ani powodować zginania, skręcania lub deformacji części, a powierzchnie współpracujące części nie zostaną uszkodzone.
5. W przypadku części o względnym ruchu, olej smarowy (smar) należy dodać między powierzchniami styku podczas montażu.
6. Dopasowane wymiary pasujących części muszą być dokładne
7. Podczas montażu części i narzędzia powinny mieć specjalne możliwości umieszczenia. Zasadniczo części i narzędzia nie mogą być umieszczane na maszynie ani bezpośrednio na ziemi. W razie potrzeby na miejscu należy umieścić podkładki ochronne lub dywany.
8. Zasadniczo nie wolno wchodzić na maszynę podczas montażu. Jeśli chcesz nadepnąć na maszynę, musisz położyć na niej podkładki ochronne lub dywany. Surowo zabrania się wchodzenia na ważne części i niemetaliczne części o niskiej wytrzymałości.
Trzy, metoda połączenia
1. połączenie Bolt
(1) Podczas dokręcania śrub klucz nastawny jest niedozwolony i pod każdą nakrętką nie należy stosować więcej niż jednej podkładki. Po dokręceniu śrub z łbem stożkowym główki gwoździ powinny być zakopane w częściach maszyny i nie powinny być odsłonięte.
(2) W normalnych okolicznościach połączenie gwintowe powinno mieć podkładki sprężyste zapobiegające luzowaniu, metodę dokręcania symetrycznych śrub wielokrotnych należy stopniowo dokręcać w symetrycznej kolejności, a łączniki w kształcie pręta powinny być stopniowo dokręcane symetrycznie w obu kierunkach od środkowy.
(3) Po dokręceniu śruby i nakrętki, śruba powinna odsłonić 1 do 2 podziałek nakrętki; gdy śruba nie musi być rozmontowywana podczas mocowania urządzenia ruchu lub konserwacji, śruba powinna zostać pokryta klejem do gwintów przed montażem.
(4) Elementy złączne o określonych wymaganiach dotyczących momentu dokręcania należy dokręcać kluczami dynamometrycznymi zgodnie z określonymi momentami dokręcania.
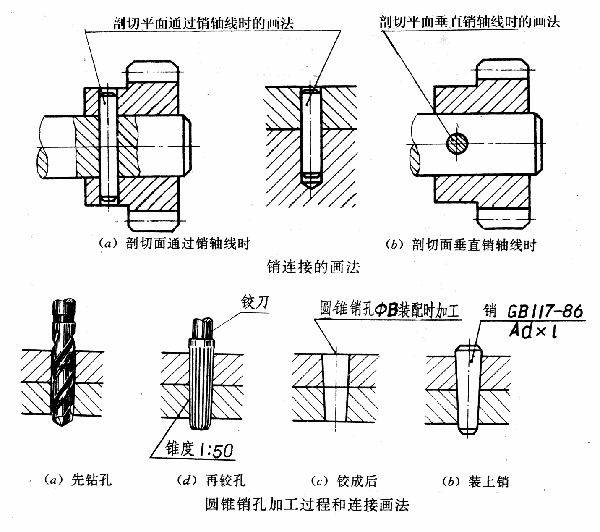
2. Połączenie pinowe
(1) Powierzchnia czołowa kołka ustalającego powinna być nieco wyższa niż powierzchnia części. Po zamontowaniu sworznia stożkowego z ogonem śrubowym w odpowiedniej części duży koniec należy wpuścić w otwór.
(2) Po wbiciu zawleczki w odpowiednie części jej ogon powinien być oddzielony o 60 ° ~ 90 °
3. Klejenie
(1) Dwie strony rowka wpustowego klucza płaskiego i klucza stałego powinny być równomiernie zetknięte, a między ich powierzchniami współpracującymi nie powinno być odstępu.
(2) Po zmontowaniu wpustu pasowanego (lub wypustu) nie powinno być nierównomiernego naprężenia, gdy względnie ruchome części poruszają się wzdłuż kierunku osiowego.
(3) Po złożeniu klucza hakowego i klucza klinowego obszar styku nie powinien być mniejszy niż 70% obszaru roboczego, a część bezdotykowa nie powinna być skoncentrowana w jednym miejscu; długość odsłoniętej części powinna wynosić od 10% do 15% długości nachylenia.
4. Nitowanie
(1) Materiały i specyfikacje nitowania muszą spełniać wymagania projektowe, a obróbka otworów nitów powinna być zgodna z odpowiednimi normami.
(2) Podczas nitowania powierzchnia nitowanych części nie może być uszkodzona ani zdeformowana.
(3) O ile nie ma specjalnych wymagań, po nitowaniu nie powinno być luzu. Łeb nitu musi ściśle stykać się z nitowaną częścią i powinien być gładki i okrągły.
5. Złącze tulei rozprężnej
Dopasowywanie tulei rozprężnej: nałożyć smar na tuleję rozprężną, umieścić tuleję rozprężną w otworze piasty zespołu, wyregulować pozycję montażową po zamontowaniu wału montażowego, a następnie dokręcić śruby. Kolejność dokręcania jest ograniczona szczeliną, a symetria krzyżowa lewej i prawej jest dokręcona, aby zapewnić osiągnięcie wartości momentu znamionowego.
6. Dokręcić połączenie
Stożkowy koniec śruby ustalającej i otworu powinien wynosić 90 °, a śruba ustalająca powinna być dokręcona do otworu.
四 、 Montaż łożysk tocznych
1. Przed montażem łożyska łożysko nie może być zabrudzone.
2. Podczas montażu łożyska nałóż warstwę oleju smarowego na powierzchnię współpracujących części. Nieodmienny koniec łożyska powinien być skierowany do wewnątrz, to znaczy w kierunku odsadzenia wału.
3. Do montażu łożysk użyj specjalnych narzędzi do prasowania. Zabrania się montowania przez bezpośrednie uderzenie. Rozmiar, kierunek i położenie siły wymuszającej przy ustawianiu łożysk powinny być odpowiednie. Rama ochronna lub elementy toczne nie powinny być obciążone i powinny być równomiernie i symetrycznie. Aby upewnić się, że powierzchnia czołowa jest prostopadła do osi.
4. Powierzchnia końcowa pierścienia wewnętrznego łożyska powinna zasadniczo znajdować się blisko kołnierza wału (zacisk wału). Po zmontowaniu zewnętrznego pierścienia łożyska kontakt między pokrywą łożyska na końcu pozycjonującym a podkładką lub pierścieniem zewnętrznym powinien być równomierny.
5. Po zainstalowaniu łożyska tocznego obrót odpowiednich ruchomych części powinien być elastyczny i lekki. W przypadku zablokowania zjawiska przyczynę problemu należy sprawdzić, przeanalizować i odpowiednio rozwiązać.
6. W trakcie montażu łożyska, jeśli okaże się, że otwór lub pasowanie wału jest zbyt luźne, należy sprawdzić tolerancję; gdy jest zbyt ciasno, nie należy zmuszać do brutalnego montażu, a przyczynę problemu należy przeanalizować i odpowiednio rozwiązać.
7. Luz osiowy jednorzędowych łożysk stożkowych, wzdłużnych łożysk skośnych i dwukierunkowych wzdłużnych łożysk kulkowych spełnia wymagania rysunkowe i procesowe podczas montażu
8. W przypadku łożysk i powierzchni dopasowanych do smaru odpowiedni smar należy wstrzyknąć po montażu. W przypadku łożysk o temperaturze roboczej nieprzekraczającej 65 ℃ można stosować smar ZG-5 zgodnie z GB491-65 „Smar na bazie wapnia”; w przypadku łożysk o temperaturze roboczej wyższej niż 65 ℃ można go stosować zgodnie z GB492-77 „Smar na bazie wapnia” ZN-2ZN-3.
9. Wzrost temperatury zwykłych łożysk nie powinien przekraczać 35 ° C podczas normalnej pracy, a maksymalna temperatura podczas pracy nie powinna przekraczać 70 ° C.
五 、 Montaż łożysk liniowych
1. Przed montażem należy nałożyć smar na wnętrze łożyska.
2. Gdy łożysko zostanie wciśnięte w podstawę nośną, należy użyć specjalnego narzędzia montażowego do dociśnięcia do powierzchni czołowej pierścienia zewnętrznego i nie wolno uderzać bezpośrednio łożyskiem, aby uniknąć deformacji.
3. Współpraca między łożyskiem a wspornikiem musi spełniać wymagania dotyczące tolerancji. Zbyt ciasne spowoduje, że wałek prowadzący i łożysko pasowane będą pasować, co spowoduje uszkodzenie łożyska; zbyt luźne uniemożliwi zamocowanie łożyska w podporze.
4. Wsuwając wałek prowadzący do łożyska, delikatnie w środek. Jeśli zostanie on ustawiony pod kątem, kule spadną, a klatka zdeformuje się.
5. Gdy łożysko jest zainstalowane w podstawie nośnej, nie wolno go obracać. Wymuszenie obrotu spowoduje uszkodzenie łożyska.
6. Niedopuszczalne jest bezpośrednie dokręcenie śruby ustalającej na zewnętrznym pierścieniu łożyska, w przeciwnym razie odkształci się.
六 、 Montaż prowadnic liniowych
Część montażowa szyny prowadzącej nie może być zabrudzona, a płaskość powierzchni montażowej musi spełniać wymagania.
2. Jeżeli z boku szyny prowadzącej znajduje się krawędź odniesienia, należy ją zainstalować blisko krawędzi odniesienia. Gdy nie ma krawędzi odniesienia, kierunek ślizgu szyny prowadzącej powinien być zgodny z wymogami projektowymi. Po dokręceniu śrub mocujących szyny prowadzącej należy sprawdzić kierunek przesuwu suwaka pod kątem odchyleń, w przeciwnym razie należy wyregulować.
3. Jeżeli suwak napędzany jest paskiem transmisyjnym, po zamocowaniu i naprężeniu pasa transmisyjnego i suwaka pas transmisyjny nie może być nachylony, w przeciwnym razie koło pasowe musi być ustawione tak, aby kierunek napędu pasa transmisyjnego był równoległy do szyna prowadząca.



